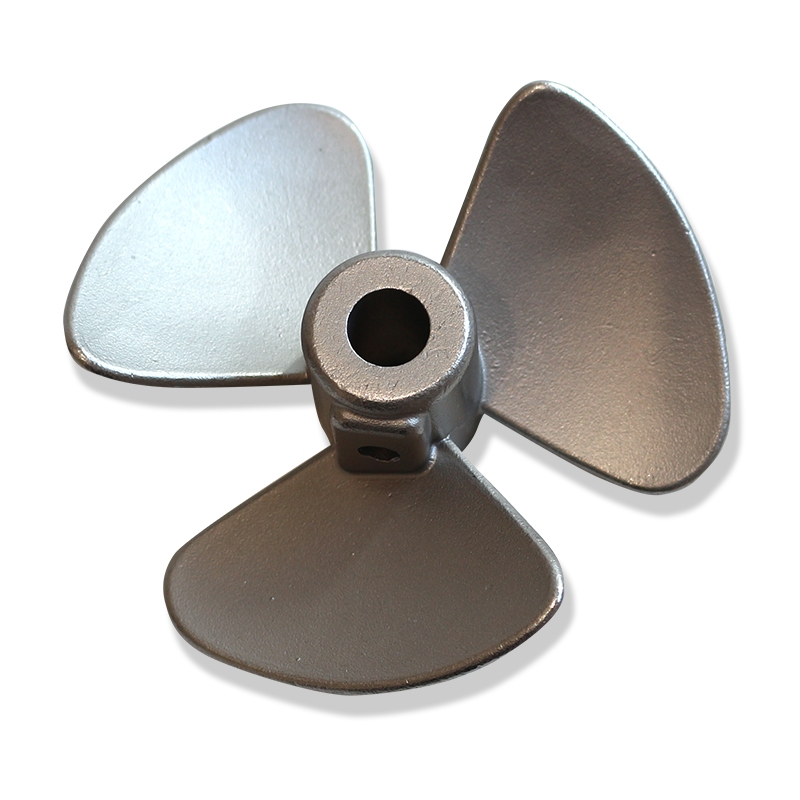
精密铸造加工有用的将型壳置于砂箱中,其四周填充干砂造型,终将铸型放入焙烧炉中通过其高温进行焙烧,要是选用高强度的型壳时,可不用造型将脱模后的型壳直接焙烧。不锈钢精密铸造的尺度精度较高,产品的香港近十五期历史记录的工艺进程杂乱,这样就会直接影响其铸件尺度精度的要素较多,型壳在加热以及冷却进程中的线量改变,其合金的缩短率以及在凝结进程中铸件的变形。

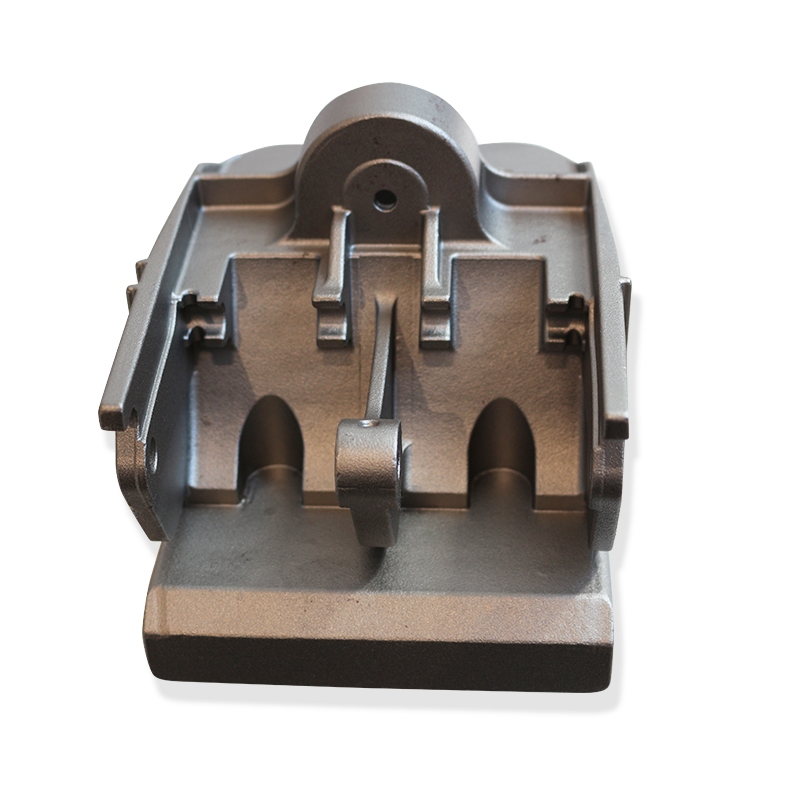
铸造的工艺原理是把熔模壳型放在密封室内,密封室下降,直浇道浸入液体金属中,而后启动真空泵将密封室抽成真空,液体同时被铸造。型壳内铸件凝固后,真空状态解除,浇道内的残余金属液体回流到熔炉中,经清砂得到真空铸造铸件。
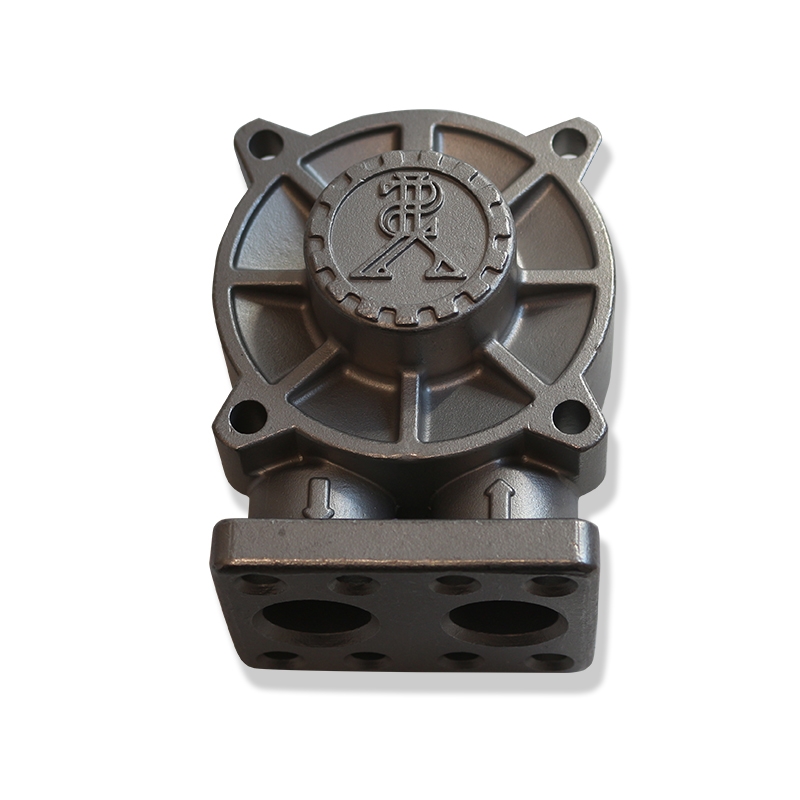
铸造一般按造型方法来分类,习惯上分为普通砂型铸造和特种铸造。普通砂型铸造包括湿砂型、干砂型、化学硬化砂型三类。