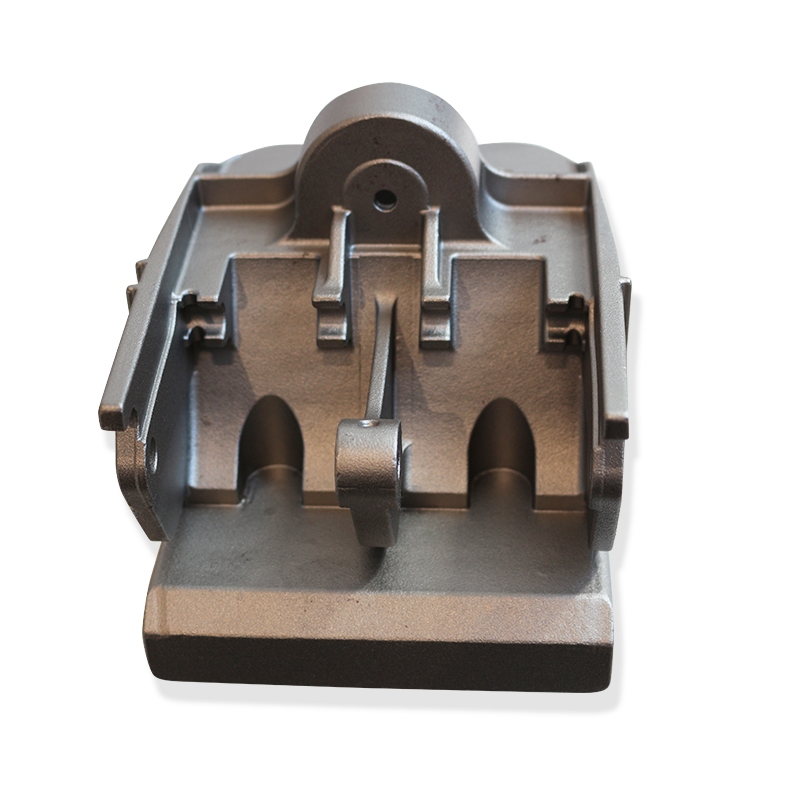
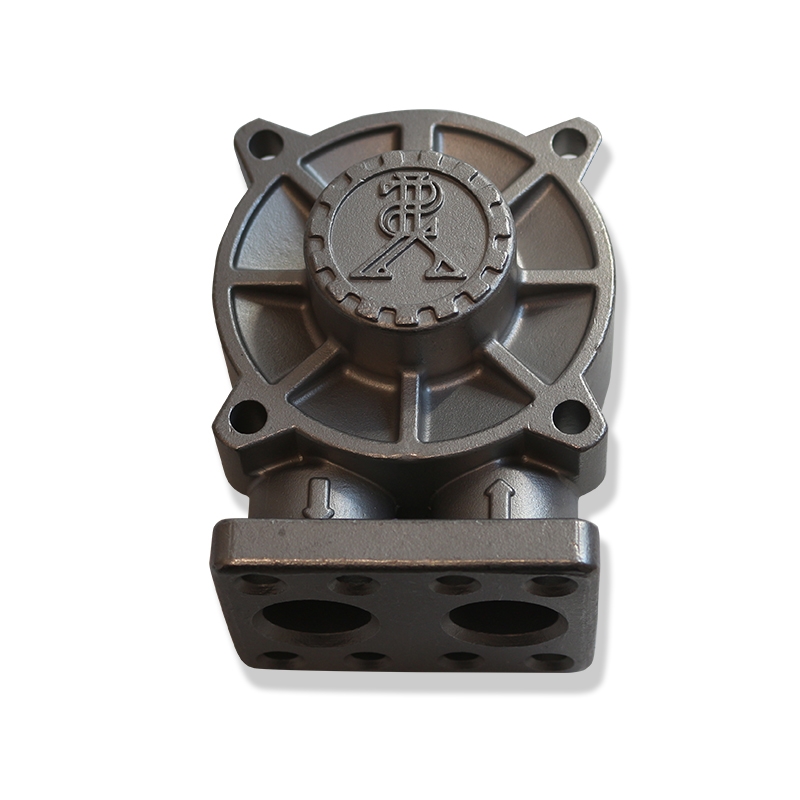
| 精密铸造不锈钢精密铸造精铸件产品生产问题汇总 | ||||||||
| 产品名称 | 生产工站 | 生产异常 | 改善措施 | |||||
| 射蜡部 | 蜡胚成型后在取蜡时容易变形,产品结构比较薄,射蜡温度,时间和压力控制好 | 蜡胚在模具内成型后,保证冷却时间1S,待蜡件冷却成型再取出,射蜡时间,温度和压力严格控制,详见生产流程卡。 | ||||||
| 壳模部 | 产品铸件带有空洞,壳模制作注意夹铁,面层均匀防止铁粒产生。壳模制作转移时,容易碰伤,后续封浆作业导致浆进入壳模,生产时出现脱浆不良。 | 壳模制作时沾浆均匀,转移和干燥时避免壳模之间摩擦和碰撞,发现壳模破裂及时修补。 | ||||||
| 浇铸部 | 壳模焙烧温度和钢水温度严格控制,壳模焙烧透彻,浇铸钢水温度按实际温度操作,温度过高易产生缩松不良,温度偏低易浇不足。 | 焙烧温度,浇铸钢水温度严格按照流程卡作业,添加保温剂。 | ||||||
| 后处理 | 水口打磨时先用粗砂带,再过细砂带,打磨痕迹不可太明显;产品角落砂浆不易清除,产品偏薄抛丸时容易变形,抛丸时间过长损伤产品表面。整形时压伤产品。 | 用粗砂带磨水口时不可用力,防止磨痕过深,抛丸时间不可过长,控制在20分钟以内,角落砂浆清除时,浸泡除砂剂时间不可太短,整形时产品不可有披锋,铁粒。 | ||||||
| 机加工 | ||||||||